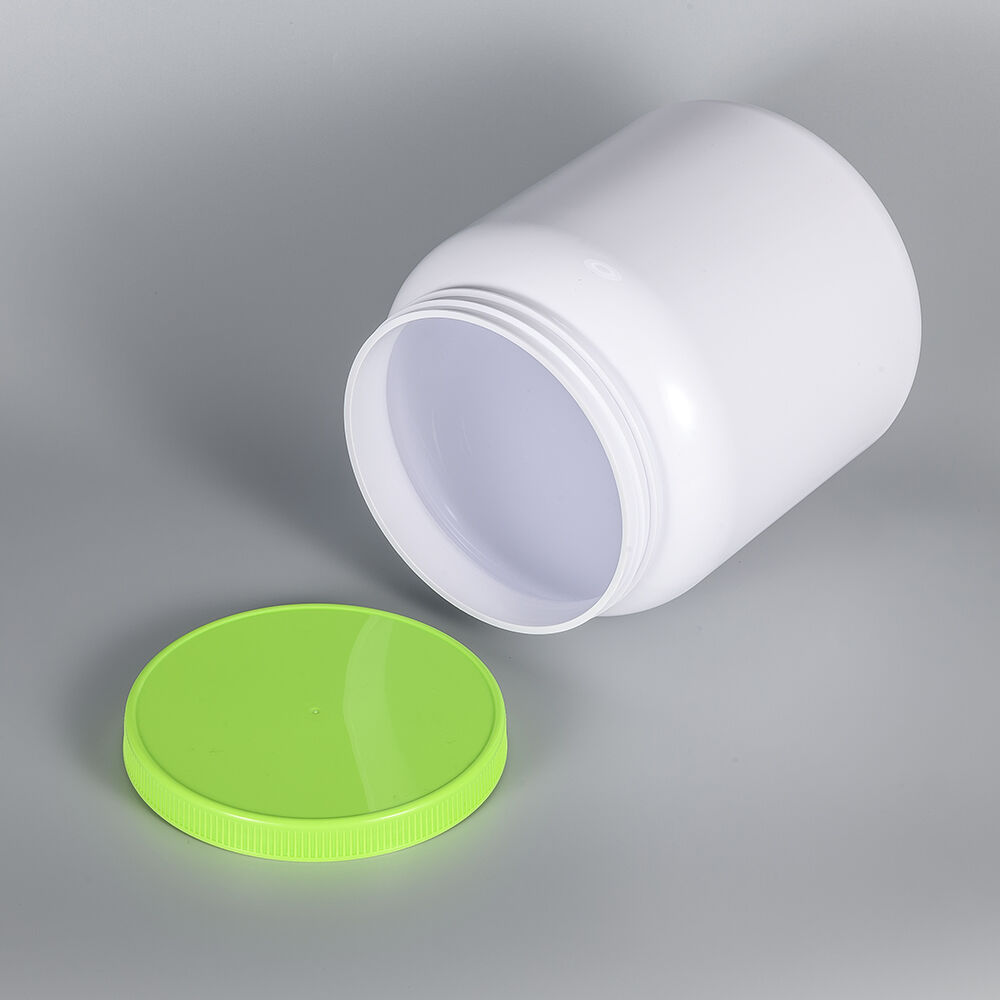
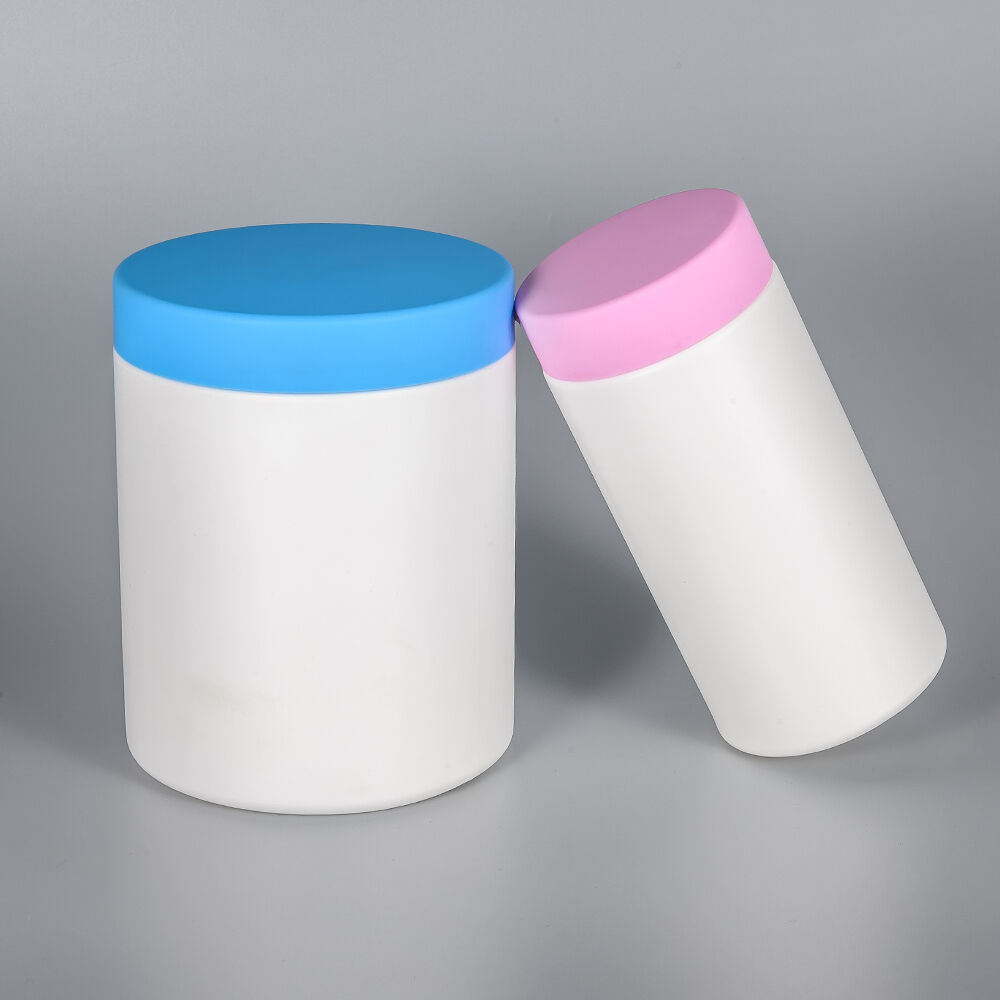
white medicine bottles
White medicine bottles represent an essential packaging solution in the pharmaceutical, healthcare, and supplement industries, offering a perfect combination of functionality, protection, and visual appeal. These specialized containers are meticulously designed to safeguard medical products, vitamins, dietary supplements, and over-the-counter medications from environmental factors that could compromise their efficacy. The pristine white color of these bottles is achieved through advanced manufacturing processes that incorporate high-quality materials, typically pharmaceutical-grade plastics such as high-density polyethylene or polypropylene. The opaque white surface provides excellent light-blocking properties, which is crucial for protecting light-sensitive medications and supplements from photodegradation. White medicine bottles come in various sizes ranging from small 30ml containers for sample medications to large 500ml bottles for bulk supplements, accommodating diverse storage needs across different sectors. The threading systems on these bottles ensure compatibility with various closure types, including child-resistant caps, tamper-evident seals, and easy-open lids for elderly patients. Modern white medicine bottles incorporate innovative design elements such as wide mouths for easy filling and dispensing, graduated measurement markings for accurate dosing, and smooth surfaces that facilitate clear labeling. The manufacturing process adheres to strict quality standards including FDA regulations and cGMP guidelines, ensuring that each bottle meets pharmaceutical-grade requirements. These containers demonstrate excellent chemical resistance, preventing interactions between the packaging and its contents, thereby maintaining product integrity throughout the entire shelf life. The lightweight yet durable construction of white medicine bottles makes them ideal for both commercial distribution and personal use, reducing shipping costs while ensuring products reach consumers in perfect condition. Their versatility extends beyond traditional pharmaceuticals to include nutraceuticals, cosmeceuticals, veterinary medicines, and even laboratory reagents, making them an indispensable component in modern healthcare packaging systems.